




How does hydraulic processing of auto doors achieve high-precision forming of metal components?
Release Time : 2025-09-25
In the manufacturing of automatic door systems, the dimensional accuracy of each metal component directly affects the smooth operation and assembly efficiency of the final product. Even slight deviations in the straightness of the door frame, the alignment of mounting holes in the sliding rail, or the clearance of hinge components can lead to door panel wobbling, jamming, or poor sealing. Traditional manual cutting and welding methods inevitably introduce cumulative errors. However, hydraulic processing of auto door components, through precise tooling and a stable force control system, achieves high-precision forming, laying a solid foundation for the reliable operation of automatic doors.
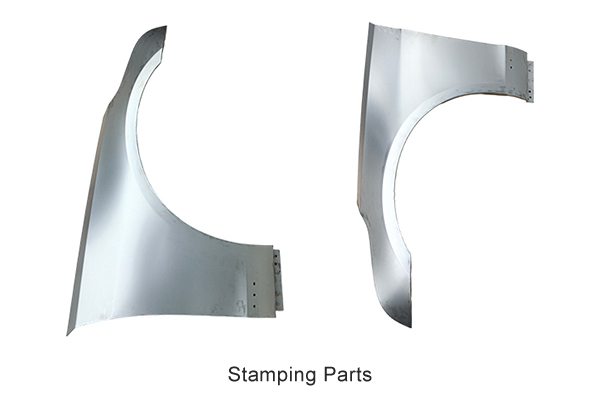
The core of hydraulic processing of auto door lies in its controllable pressure transmission and stable molding process. The hydraulic system utilizes the incompressible nature of fluids to evenly distribute power to the stamping die, ensuring uniform pressure across the entire working surface. This uniform force application eliminates the uneven loading problems common with mechanical presses, ensuring balanced stress during metal deformation and minimizing distortion and springback. Whether it's the bending angle or the cut edge, consistent geometry is maintained, providing a reliable dimensional reference for subsequent assembly.
The tooling is the heart of precision control. Each set of tooling for automatic door components is precisely designed and manufactured, with cavity dimensions strictly adhering to the design specifications. Complex structures, such as multiple bends, irregular openings, or reinforcing ribs, can be formed simultaneously in a single stamping operation, avoiding cumulative errors from multiple processes. The tooling material is heat-treated for strength and wear resistance, maintaining its original profile even after long-term use, ensuring consistent quality across thousands of parts. Guide pins and locating pins are used on critical parts to ensure precise alignment of the upper and lower dies, preventing misalignment.
An automated material feeding system further enhances process stability. The sheet metal is precisely fed into the die by a servo-driven feeding mechanism, with position sensors continuously calibrating its location, eliminating operator variability. From feeding to ejection, the entire process runs smoothly under program control, with each action's timing and stroke optimized for consistent rhythm and accurate positioning. This continuous operation not only improves efficiency but also eliminates dimensional drift due to operator fatigue or oversight. The proper selection and pretreatment of materials are equally important. Before the stamping process, the metal sheets used for automatic doors undergo a flattening process to eliminate internal stress and waviness, ensuring uniform thickness and consistent mechanical properties. This guarantees consistent forming results under the same process parameters. During stamping, the die gap is precisely set to ensure a smooth cut surface, minimizing burrs and edge deformation, thus avoiding dimensional variations during subsequent finishing.
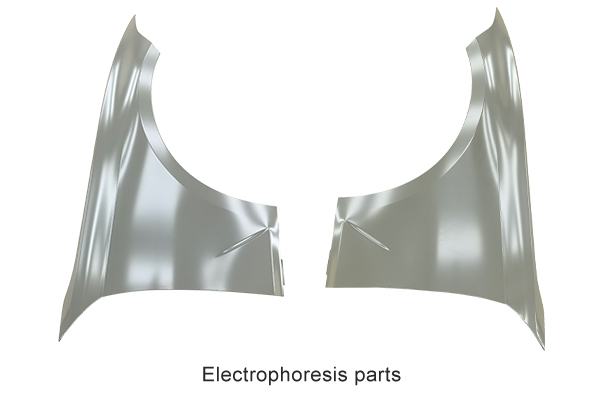
The resulting parts exhibit excellent structural consistency. The hole spacing of the sliding rail brackets of the same model is identical, and the bending angles of the door panel are precise to the millimeter. This allows for quick and easy assembly on the production line, eliminating the need for manual adjustments or forced corrections. The modular design concept is fully realized, allowing for interchangeability of components across different batches, greatly enhancing production flexibility and ease of maintenance.
Furthermore, a comprehensive quality control system ensures precision throughout the process. Measuring devices are installed at key workstations to periodically check product dimensions. The system can detect and alert operators to any deviations, allowing for timely parameter adjustments. Mold wear is also monitored, with regular maintenance or replacement to prevent quality issues caused by tool deterioration.
Ultimately, high-precision forming is not the triumph of a single technology, but rather the result of the synergistic effect of hydraulic systems, precision tooling, automation, and material management. It transforms complex metal forming into a repeatable, predictable, and controllable industrial process, making every metal component of an automatic door a standardized "building block." When these precisely sized components are assembled into a complete door, the smooth operation and durability are a testament to the accumulated precision at the micro-level. This meticulous attention to detail, hidden beneath the metal, is the silent testament to the pursuit of excellence in modern manufacturing.
The core of hydraulic processing of auto door lies in its controllable pressure transmission and stable molding process. The hydraulic system utilizes the incompressible nature of fluids to evenly distribute power to the stamping die, ensuring uniform pressure across the entire working surface. This uniform force application eliminates the uneven loading problems common with mechanical presses, ensuring balanced stress during metal deformation and minimizing distortion and springback. Whether it's the bending angle or the cut edge, consistent geometry is maintained, providing a reliable dimensional reference for subsequent assembly.
The tooling is the heart of precision control. Each set of tooling for automatic door components is precisely designed and manufactured, with cavity dimensions strictly adhering to the design specifications. Complex structures, such as multiple bends, irregular openings, or reinforcing ribs, can be formed simultaneously in a single stamping operation, avoiding cumulative errors from multiple processes. The tooling material is heat-treated for strength and wear resistance, maintaining its original profile even after long-term use, ensuring consistent quality across thousands of parts. Guide pins and locating pins are used on critical parts to ensure precise alignment of the upper and lower dies, preventing misalignment.
An automated material feeding system further enhances process stability. The sheet metal is precisely fed into the die by a servo-driven feeding mechanism, with position sensors continuously calibrating its location, eliminating operator variability. From feeding to ejection, the entire process runs smoothly under program control, with each action's timing and stroke optimized for consistent rhythm and accurate positioning. This continuous operation not only improves efficiency but also eliminates dimensional drift due to operator fatigue or oversight. The proper selection and pretreatment of materials are equally important. Before the stamping process, the metal sheets used for automatic doors undergo a flattening process to eliminate internal stress and waviness, ensuring uniform thickness and consistent mechanical properties. This guarantees consistent forming results under the same process parameters. During stamping, the die gap is precisely set to ensure a smooth cut surface, minimizing burrs and edge deformation, thus avoiding dimensional variations during subsequent finishing.
The resulting parts exhibit excellent structural consistency. The hole spacing of the sliding rail brackets of the same model is identical, and the bending angles of the door panel are precise to the millimeter. This allows for quick and easy assembly on the production line, eliminating the need for manual adjustments or forced corrections. The modular design concept is fully realized, allowing for interchangeability of components across different batches, greatly enhancing production flexibility and ease of maintenance.
Furthermore, a comprehensive quality control system ensures precision throughout the process. Measuring devices are installed at key workstations to periodically check product dimensions. The system can detect and alert operators to any deviations, allowing for timely parameter adjustments. Mold wear is also monitored, with regular maintenance or replacement to prevent quality issues caused by tool deterioration.
Ultimately, high-precision forming is not the triumph of a single technology, but rather the result of the synergistic effect of hydraulic systems, precision tooling, automation, and material management. It transforms complex metal forming into a repeatable, predictable, and controllable industrial process, making every metal component of an automatic door a standardized "building block." When these precisely sized components are assembled into a complete door, the smooth operation and durability are a testament to the accumulated precision at the micro-level. This meticulous attention to detail, hidden beneath the metal, is the silent testament to the pursuit of excellence in modern manufacturing.
